
Metal Spinning & Flow Forming Explained
What Is Metal Spinning?
Metal spinning originated as a handcraft technique with origins, according to some, dating back to 10th-century China. Nowadays it is a powerful and advanced manufacturing process carried out by CNC machines.
Metal spinning produces axisymmetric workpieces starting from a blank. This blank is commonly a flat disk sheet and occasionally a deep-drawn or machined preform. The blank is clamped against a rotating mandrel using a tailstock system, and the mandrel is shaped with the profile of the inner final workpiece. Once the blank is clamped and rotated, forming slides drive a rotating tool called a roller against the blank. With consecutive movements called strokes, trajectories or passes, the roller pushes the blank against the mandrel.
After several backward and forward forming passes, starting next to the mandrel surface to the edge of the disk blank, the material progressively forms closer to the mandrel until the final shape is obtained. A final pass leaves a good finish quality and forms the material tightly to the mandrel to satisfy dimensional and tolerance requirements.
Metal spinning has several iterations that suit different applications. Among them, multipass spinning is the most common; as described earlier, a roller makes forming passes across the spinning disk multiple times, shaping the metal against the mandrel.
Another common iteration, shear forming, finishes a part in just one pass, with the roller pressing against the metal in a unique fashion. In multipass spinning, the unformed flange section of the disk bends forward and backward during the process, depending on the type and direction of the spinning passes. In shear forming, the roller keeps that spinning flange perfectly vertical during the process.

Besides multipass spinning and shear forming is another, less common metal spinning iteration called necking-in or reducing—sometimes referred to as “spinning on air.” As the name implies, it usually requires no mandrel for internal support. It is commonly used for shapes such as gas bottles, which are necked-in out of a tube.
What is Flow Forming?
Flow forming produces axisymmetric cylindrical workpieces starting from hollowed tubes, premachined blanks, or forged or deep-drawn parts. The initial part is clamped against the rotating mandrel with a tailstock system. Three or more forming rollers are distributed equally in a circle and can move axially and longitudinally. Once the system rotates, the rollers push against the material in the axial direction all along the length of the preform. Consequently, the material is stretched in this movement direction, thinning the preform wall to keep the initial material volume.
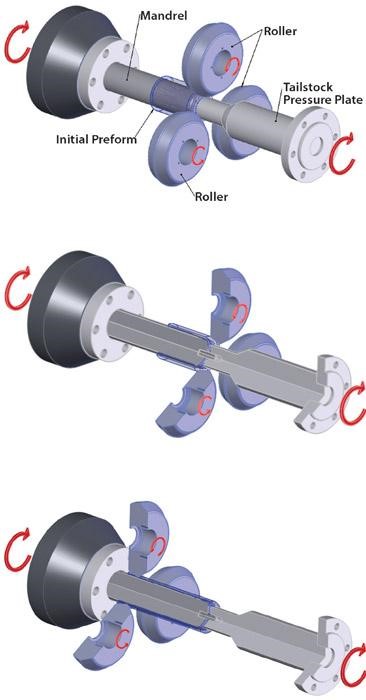
Flow forming typically requires one or more axial strokes, or passes, each one stretching and reducing the wall thickness. The number of strokes depends on different factors, such as the preform initial thickness and final part thickness relationship, material formability, and machine forces. After the flow forming operation is finished, the machine’s extractor system ejects the workpiece.
Although three-roller flow forming machines are still most common, machinery with more than three rollers is also being employed to achieve greater forming forces and production speeds.

Metal Spinning Versus Flow Forming
Both metal spinning and flow forming can make workpieces from just a few inches in diameter up to several feet in diameter and lengths. Flow forming and metal spinning today produces parts for the aerospace, defense, oil and gas, nuclear, chemical, decorative components, lighting, musical and medical industries, among others.
Metal spinning excels when the final workpiece geometry has multiple diameters, curves and angles, and material thickness reduction is not a major concern. The products manufactured with flow forming are more restricted—mainly to pipes and tubes with highly precise geometries, including their inside diameters and thicknesses.
Metal spinning and flow forming also strengthens the material, which presents economic and final part strength advantages.
Blanks and Preforms
Metal spinning and flow forming have noteworthy differences in the initial blank or preform used, mainly because the final workpiece produced by each process has different requirements. The large majority of spun parts can be formed by starting with a blank disk trimmed from standard commercial sheet metal. When starting with a disk blank is not a viable option, normally because the final workpiece has complex shapes or thickness variation, metal spinning can use premachined, forged, or deep-drawn preforms.
Flow forming usually starts with preforms that have been deep-drawn or machined. Just a few flow forming applications can start with commercially available raw material preforms.
Materials
Some materials in certain conditions can be formed only in warm or hot conditions, with torches, induction heating systems, or ovens heating the material. But for the most part, both metal spinning and flow forming are considered cold forming processes.
Cold working positively affects the workpiece’s mechanical properties, producing improved grain structures and increased tensile strength.
Metal spinning and flow forming can be used to form a variety of materials, and some materials are easier to form than others, both from a dimensional and process control perspective.
Materials such as aluminum, cold/ hot rolled steels, galvanized, copper, brass, bronze, gold, silver, hastelloy, Inconel, niobium stainless steel, titanium and more.
Equipment



Tooling
The complexity and cost of the tooling depend on the workpiece’s dimensional requirements, material hardness and amounts of parts to be produced.
Flow forming and metal spinning are ideal for manufacturing parts out of high-strength materials; the high forming forces can produce these parts within tight dimensional and thickness tolerances. This requires the design and manufacture of hardened mandrels within tight tolerances, robust enough to produce parts in the many thousands.
For smaller part runs or when forming softer materials, the mandrels and forming rollers usually can be designed and manufactured more economically.
Complementary Processes
Sometimes using both techniques can solve a manufacturing puzzle. For example, some operations use metal spinning to start from a blank disk and manufacture a spun part that, in turn, can be used as a preform for flow forming, which forms the part to its final dimensions.
The exact process depends on the material. Some workpiece materials can go right from metal spinning to flow forming, while other material types require annealing after spinning to make the material formable again for the flow forming process.