
Manufacturing of pots, pans, and other kitchenware through spinning, flow forming, and auxiliary processes
DENN offers a wide range of metal spinning and flow forming machines that enable the production of countless types of pots, pans, and other kitchen utensils with a high-quality finish in a single or muti pass or several successive tooling operations; from various materials, and in any size you may require. DENN metal forming machines are not only easy to program but also deliver extremely short production times. This document provides an overview of parts, blanks, operations, and machines used in the manufacture of kitchenware.

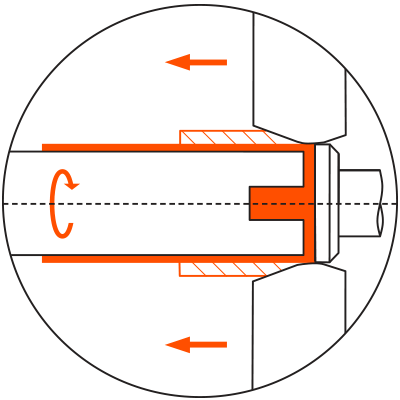
Flow Forming
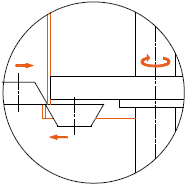
Metal Spinning
Parts
- Aluminum pots and pans with a partially convex or concave shape
- Pots and pans with a partially curved shape
- Cylindrical pots and pans
- Pots with rims, flanges, edges, etc.
Industries
- Kitchenware
- Bakeware
- Hospitality
- Foodservice
Operations
- spin forming
- flow forming
- cylindrical forming
- conical forming (shear forming)
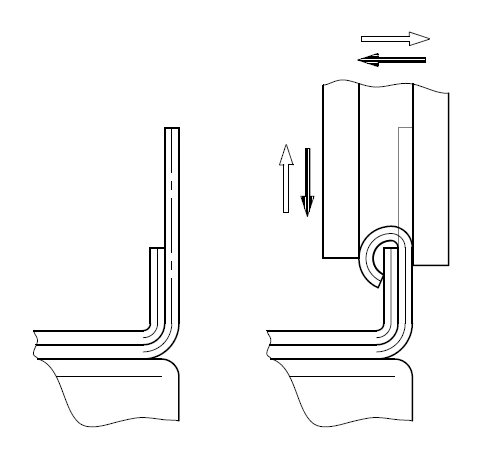
- flange forming
- beading
- forming and marking
- other edge forming or trimming operations
Preforms
- round blanks (discs)
- deep drawn or pre-drawn blanks
- low profile press-formed blanks
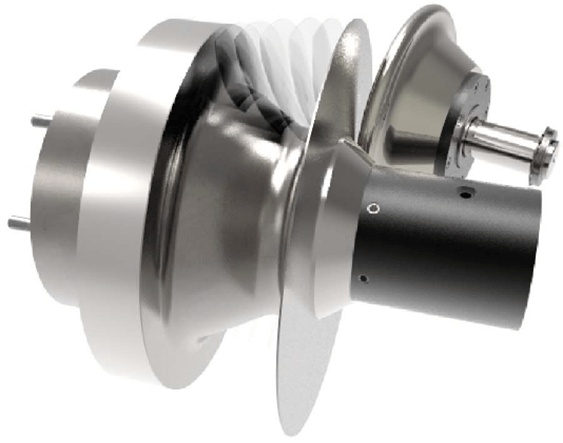
Tooling and Auxiliary Systems
- A mandrel with an outer profile that matches the inner profile of the part to be manufactured. The mandrel geometry is created using a CNC copying process or via drawing file import.
- Forming Rollers of various types and geometries for forming the material. Marking tools, cutting tools, and beading tools.
- Workpiece clamping using a single or double tailstock with mandrels of various geometries, a centering device, and a sheet metal support.
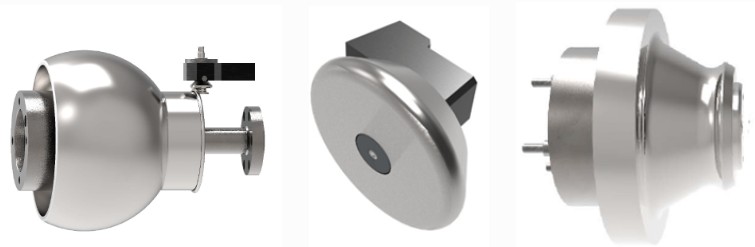
Auxiliary Operations Samples

Benefits
- A low-noise system compared to other traditional forming processes.
- Minimal tooling costs for part production.
- A fully finished part produced by a single machine, eliminating the need for costly handling operations, additional space, etc.
- Minimal investment in machinery due to its high versatility for working with different diameters, thicknesses, material qualities, etc.
- Internal tolerances can be achieved in accordance with DIN standards, provided the mandrel complies with them.